مشخصات فنی فرآیند تولید کاشی و فرایند تولید سرامیک
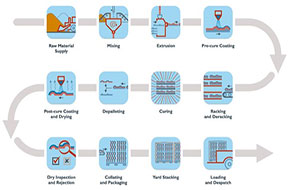
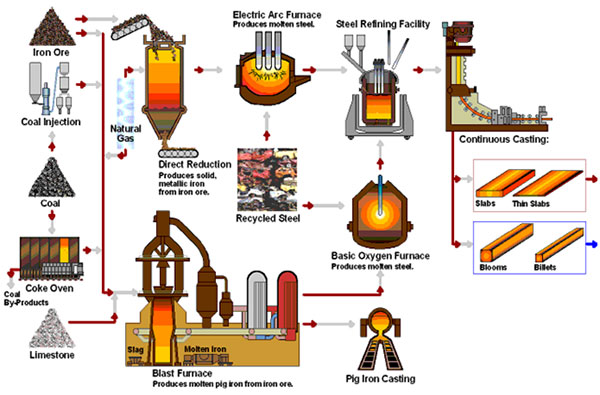
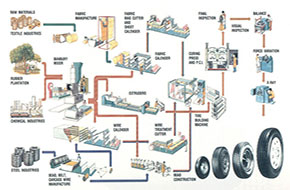
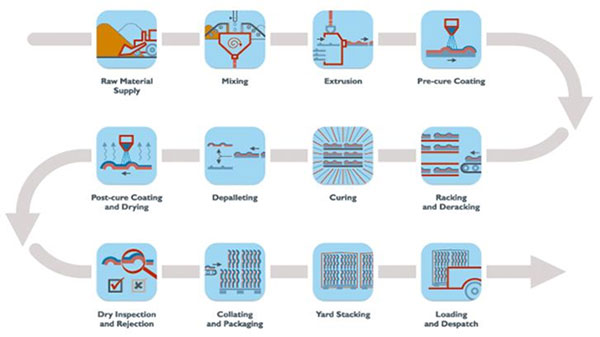
نقشه شماتیک خط تولید
بررسی دانش فنی و فرآیند تولید کاشی
به طور کلی در حال حاضر دو روش برای ساخت محصولات کاشی و سرامیک در دنیا مطرح است که تفاوت آنها در روش خشک کردن و پخت کاشی می باشد. در نوع اول، پخت دو آتشه (Double Firing) می باشد که در این روش پس از خشک کردن کاشی در خشک کن (dryer)، کاشی یک بار تحت حرارت بالا در کوره پخته می شود و سپس به آن لعاب اضافه می شود و آنگاه برای پخت مجدد به داخل کوره می رود. در روش دوم که تک آتشه (Single Firing) نامیده می شود، فرایند پخت اول حذف می شود و کاشی پس از خشک شدن در خشک کن به لعاب آغشته می شود و بعد به کوره پخت می رود. در روش دوم عملیات پخت سریع تر از روش اول است اما در روش پخت دوآتشه انعطاف پذیری کاشی ها بیشتر است در روش پخت تک آتشه می بایست کارخانجات تولیدی روش پیچیده تری را در پیش بگیرند و درصورت عدم آشنایی با مراحل تولید متضرر ضایعات زیادی خواهند شد این مسئله تا اندازه ایی مهم است که بسیاری از تولید کنندگان کاشی از روش دوآتشه استفاده می کنند.
تشریح فرآیند تولید کاشی و سرامیک
تهیه مواد اولیه
معمولا برای تولید کاشی از مواد معدنی و خاک های مختلف از جمله رس، فلداسپات، سیلس، کائولین، کربنات باریم، و مواد اولیه فرعی، مانند سیلیکات سدیم، انواع رنگ ها، می باشند برای کاهش هزینه های تولید معمولا معادن و تهیه مواد اولیه در فاصله نزدیک کارخانه ها می باشند.
خردایش مواد اولیه سخت: Per grinding of hard raw materials
مواد اولیه ذکر شده عمدتا بصورت سنگ،خاک و کلوخه از معادن دریافت شده و در این واحد که عمدتا شامل سنگ شکن، بالمیل، جداکننده آهن و... می باشد خرد و دانه بندی می شود. این واحد به دلیل ایجاد آلودگی و گرد و غبار ترجیحا دور از سالن تولید و در مکانی خارج از کارخانه در نظر گرفته می شود.مواد خرد شده توسط لودر بارگیری شده و به سیلو های انبار مواد منتقل می شود.
توزین و تغذیه:Batching and mill feeding
همه مواد به دقت وزن می شوند، بطوریکه محصول حفظ گردد، بنابراین ضروری است که مقیاس دقیقی از مقدار توزین مورد استفاده قرار گیرد.
تغذیه آسیاب های پیوسته : Continuous mill feeding
مواد اولیه فرستاده شده به سیلو ها، روزانه، همراه آب، روانساز ها و سایر مواد افزودنی که در مخازن ذخیره می شوند. به نسبت های مشخص توزین و به داخل آسیاب پیوسته منتقل می شوند.
آماده سازی دوغاب : Slip preparation
به دلیل اینکه انواع مختلفی از مواد اولیه در اینجا وجود دارد بایستی اختلاط و خردایش این مواد در آسیاب های مخصوصی (عمدتا گلوله ای) انجام شود.عمل آسیاب کردن به منظور رسیدن به یک مخلوط یکدست معمولا تا دانه بندی 63 میکرون صورت می گیرد.در بدو ورود به آسیاب مداوم مواد ذکر شده در بخش تغذیه آسیاب ها وارد آسیاب می شوند تا فرایند خردایش مواد با روش تر (در آسیاب گلوله ای با گلوله های سرامیکی) به صورت مداوم انجام گیرد.دوغاب یکدست حاصل از این عملیات پس از عبور از الک ها مخصوص به داخل حوضچه های نگهداری انتقال می یابد.

بالمیل (آسیاب کردن)
آسیاب گلوله ای و یا بالمیل از یک استوانه که درون آن از گلوله هایی باجنس سرامیک که در مقابل سایش بسیارمقاوم هستند ساخته شده اند در صورتیکه این گلوله ها از جنس مقاومی نباشند باعث خرد شدن آنها و ترکیب با مواد اولیه شده و ترکیب مواد را متفاوت می کند.استوانه با سرعت ثابت توسط یک الکتروموتور که به یک گیربکس متصل است چرخیده می شود این چرخش باعث غلتیدن گلوله ها در بر روی یکدیگر شده و باعث خرد شدن مواد اولیه و یک دست شدن آن می گردد.
از این رو تركـیب آسـیاب و گلوله ها را طـوری انتخاب میكنند تا در صـورت سـایش و ورود آن بـه داخل تركیب چندان اثری بر روی فرمول نگذارد، معمولا در تنظیم بدنه این مسئله در نظر گرفته شـده است و با توجـه به آن فرمول بچ حاصل میشـود. میـزان شارژ در مواد و گـلولههـا در بالمیل بایستی طوری باشد كه اولا گلـولهها سطح یكنـواختی را ایجاد میكنند و ثانیا سـطح گلولهها نصف حجم بالمیل را اشغال نماید.
در صورت ریختن مواد نیز بایستی مجموعه آب ومواد حجم بالمیل را بپوشاند و باقی مانـده بالمیل خالی باشد تا مواد بتوانند به راحتی بچرخند. در این صورت سطح تماس گلوله ها و بالمیل حداكثر ممكن میباشند.
در بحث آسیاب ها دونوع بالمیل وجود دارد:
- بالمیل پیوسته
- بالمیل ناپیوسته
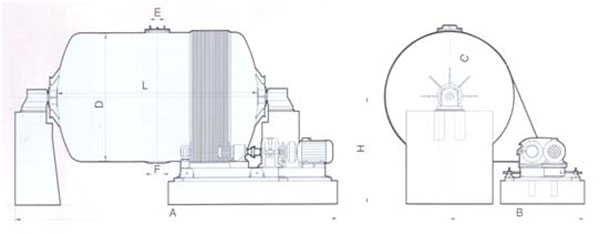
در نحوه عملکرد بالمیل ها ناپیوسته می توان اذعان داشت، مواد اولیه همراه با گلوله های سایش یکجا و به اندازه و ظرفیت بالمیل درون آن ریخته می شود و بالمیل شروع به چرخش نموده تا موقع کامل آسیاب این کار ادامه پیدا می کند و پس از آن متوقف شده و مواد ساینده از آن خارج می گردد و این عمل دوباره تکرار می شود.
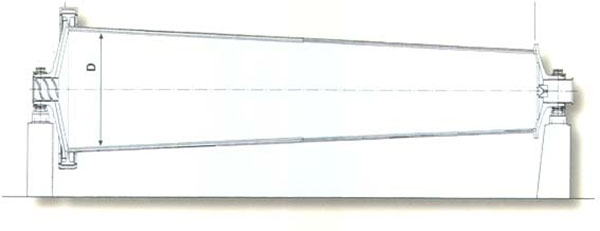
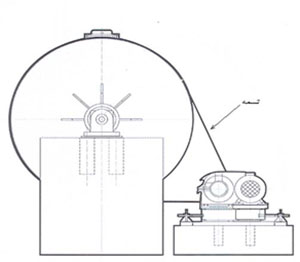
در باره عملکرد بالمیل های پیوسته می توان به اختصار بیان نمود که در این نوع بالمیل ها مواد اولیه به داخل بالمیل از یک طرف وارد و پس از آسیاب شدن از طرف دیگر آن خارج می شوند و نیازی به توقف بالمیل برای شارژ مواد نمی باشد.
شکل شماتیک بالمیل ناپیوسته
شکل شماتیک بالمیل پیوسته
تجهیزات مکانیکی بالمیل پیوسته
بالمیل علاوه بر تجهیزات مکانیکی نیاز به تجهیزات دیگری هم دارد که بصورت اختصار می توان به موارد زیر اشاره نمود:
- تجهیزات توزین مواد اولیه: مواد اولیه به سیلو ها وارد و توسط نوار نقاله ها به بالمیل می روند در صورتیکه سایش از نوع خشک نباشد باید روانساز و آب به وسیله پمپ ها به بامیل اضافه گردد.
- سیستم کنترل: برای راه اندازی، متوقف کردن، اندازه گیری دقیق میزان آب و مواد اولیه و همچنین هدایت و کنترل مواد خروجی به یک سیستم کنترلی دقیق نیاز داریم که شامل انواع سنسور ها و PLC و یک برنامه اجرایی نرم افزاری در ساختار آن نیاز است.
- جداکننده: پرکاربرترین این نوع جداکننده ها که در بالمیل های مداربسته قابل استفاده است و در خروجی آن قرار می گیرند جداکننده های سیلیکونی و سرندها هستند.
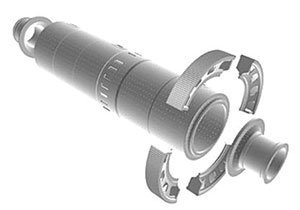
ساختار بدنه بالمیل
- پوسته: برای جلوگیری از سایش پوسته درون آن را از لاینر هایی می پوشانند و لاینر به بدنه پیچ می کنند. درموقع طراحی باید محلی را نیز برای نصب چرخدنده بالمیل روی بدنه در نظر گرفت.
- درپوش ها: مورد استفاده درپوش ها از یک طرف ازداخل یاتاقان های دو انتهای بالمیل می گذرد و از طرف دیگه به پوسته پیچ می شوند وزن پوسته و محتویات بالمیل از طریق این درپوشها به یاتاقان منتقل می گردند. در بالمیل ها دونوع یاتاقان لغزشی و غلتشی مورد استفاده قرار می گیرد که در بالمیل های غیر پیوسته از یاتاقان های لغزشی به دلیل ارزان بودن و در بالمیل های پیوسته از رولربیرینگ ها که قیمت های بالایی دارند استفاده می شود.
شماتیک نحوه نصب چرخ دنده برروی بالمیل
- انتقال قدرت در بالمیل ها: در بالمیل ها برای انتقال قدرت از دو روش استفاده می شود:
- تسمه و پولی: در این نوع سیستم انتقال قدرت توسط تسمه و پولی از موتور یا گیربکس به بالمیل منتقل می گردد این سیستم انتقال در بالمیل های غیر پیوسته به دلیل کاهش هزینه ها و بحث اقتصادی مورد استفاده قرار می گیرد که راندمان کمتری نیز دارند.
- چرخ دنده و پینیون: در این نوع سیستم که در بالمیل های پیوسته کاربرد دارد حرکت و انتقال قدرت از طریق پینیون از گیربکس به چرخ دنده که برروی بدنه بالمیل نصب گردیده است انجام می پذیرد.
شماتیک تسمه و پولی
روش های انتقال قدرت:
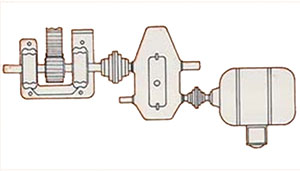
- از طریق گیربکس: انتقال قدرت از طریق یک گیربکس به چرخ دنده یا پینیون منتقل می شود این روش یکی از پر کاربردترین روش های انتقال قدرت می باشد که می توان از هیدرو کوپلینگ برای کاهش تورک راه اندارز استفاده نمود. برخی از گیربکس ها مجهز به یک سیستم کمکی هستند که با یک موتور با توان پایین و نسبت تبدیل بالا بالمیل را در شرایط خاص به چرجش در آورد.
شماتیک انتقال قدرت گیربکس
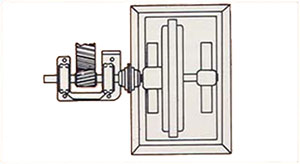
- انتقال قدرت مستقیم: در این روش موتور سرعت پایین به طور مستقیم به پینیون و یا چرخ دنده متصل می گردد، این روش فضای کمتری می گیرد و می توان در زمان راه اندازی از طریق هیدرو کوپلینگ برای کاهش تورک استفاده نمود.
شماتیک انتقال قدرت مستقیم
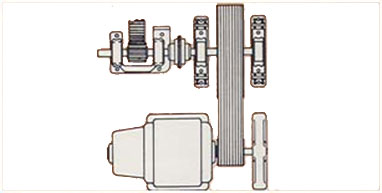
- انتقال قدرت تسمه و پولی: در این نوع سیستم که معمولا در بالمیل های ناپیوسته به دلیل کاهش هزینه ها مورد استفاده می باشد در دو مرحله دور الکتروموتور کاهش می یابد ابتدا توسط یک تسمه و پولی کاهش و در مرحله دوم توسط یک تسمه و پولی دیگر به سرعت نامی بالمیل تبدیل می شود.
موتور های مورد استفاده در سیستم های انتقال قدرت در بالمیل ها معمولا به صورت AC می باشند در موارد خاص از موتور های دیزلی نیز استفاده می گردد.
شماتیک انتقال قدرت تسمه و پولی
نمونه ای از کاربرد موتور دیزل در بالمیل

آماده سازی پودر
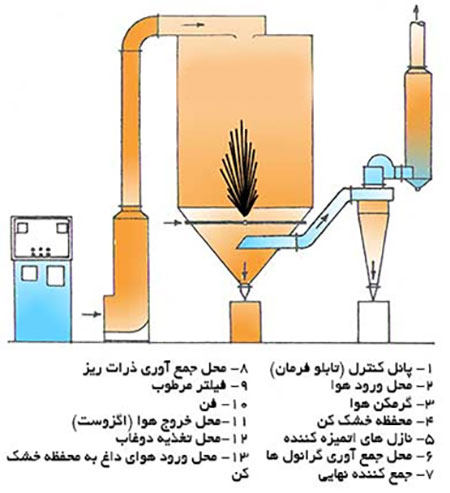
جهت آماده سازی پودر از دوغاب از خشک کن های افشان یا پاشنده یا اسپری درایر استفاده می شود. دوغاب حاصل از آسیاب ها پس از دپو در مخازن دوغاب که موجب هموژن شدن دوغاب و بهبود خاصیت پلاستیسیته آن می گردد وارد مخازن دوغاب، اسپری درایر می گردد. پمپ های پیستونی با فشار نسبتاً بالا دوغاب را به محفظه استوانه ای اسپری درایر که داغ می باشد پمپ نموده و دوغاب پس از برخورد با هوای داغ و تبخیر آب به پودربا رطوبت و دانه بندی مشخص تبدیل می شود. هوای محفظه و بخار آب پس از عبور از سیکلون ها و گردگیری از خروجی اسپری درایر خارج می شود و محصول آن که پودر می باشد از زیر قلاف بر روی نوار نقاله ریخته و در داخل سیلو های پودر دپو می شود.
کیفیت پودر به عوامل زیر بستگی دارد:
کیفیت دوغاب، فرمول بدنه و خصوصاً پلاستیسیته آن، دانسیته، وسیکوزیته و دانه بندی دوغاب
نوع اسپری درایر
- نوع نازل های پاشنده و تعداد و اندازه سوراخ و آرایش آنها
- جنس نازل ها و سایر اجزاء نازل
- ابعاد محفظه
- کیفیت پمپاژ و فشار پمپ
- رطوبت پودر و دانه بندی پودر
- استحکام پودر و هموژن بودن رطوبت آنها
- ماندگاری پودر
- حرارت داخل محفظه، فشار داخل محفظه و میزان رطوبت محفظه
- ثبات فشار گاز
- انتخاب مناسب نوع و فشار پمپ ها در این فرایند کاربرد مهمی دارند زیرا باعث بهبود ذرات مواد مورد استفاده در تولید کاشی می گردد.

پرس (شکل دهی)
پس از آماده سازی مواد اولیه به صورت پودر به وسیله فشار آن را تبدیل به بدنه کاشی می نمایند که در اصطلاح به این عمل تهیه بیسکوییت می گویند. در مواردی که مقدار آب موجود در بدنه پودر بدنه (گرانول) بیشتر از حدود 4 درصد باشد، اصطلاحا پرس نیمه خشک و یا مترادف آن پرس پودر را بکار می برند. در مواردی که مقدارآب موجود در پودر بدنه کمتر از 4 درصد باشد، از اصطلاح پرس خشک استفاده می شود.
در صنعت کاشی از دو نوع پرس استفاده می شود:
- پرس های مکانیکی یا ضربه ایی
- پرس های هیدرولیکی که از سیستم هیدرولیکی استفاده می کند. که در آن انرژی هیدرولیکی به تغییر شکل می انجامد.
امروزه پرس های انتخاب شده برای فرایند تولید کاشی، اکثرا پرس های هیدرولیک است ؛ مزایای این پرس ها به شرح زیر است:
- تعمیر و نگهداری کمتر
- سایش نسبتا کمتر قطعات
- ساخت آسان
- عمر زیاد
پرس

خشک کن
بیسکوییت تهیه شده به داخل خشک کن می رود، این فرایند آب موجود در بیسکوییت خام را به کمتر از 1 درصد کاهش می دهد و آنرا برای پخت آماده می سازد. خشک کن های جدید عمودی توانسته اند مشکل خشک کردن طولانی را در خشک کن های تونلی قدیمی که گاها تا چند روز طول می کشیده به کوتاهترین زمان ممکن و حدود 20 دقیقه و حتی کمتر کاهش دهند.
ضایعات در خشک کن های تونلی که به صورت ترک و شکستگی خود را نشان می داده گاها به دلایل مختلف خیلی بالا می رفته و مشکلات دیگری به علت سیستم پیل چینی کاشی های خام (روی هم قرار دادن کاشی ها) اثر برجستگی های پشت کاشی بر روی سطح کاشی های زیرین نقش می بسته و پس از لعاب خوردن و پختن های کاملا روی سطح لعاب دیده می شده در حالی که این مشکلات در سیستم جدید خشک کردن تقریبا حذف شده است.

پخت
در کوره های تونلی قدیم 48 ساعت پخت بیسکوییت و 12 ساعت پخت لعاب به طول می انجامد. اما نسل جدید کوره ها که از سال 1376 به بازار عرضه شد کوره های پخت سریع بودند که به آنها کوره های رولری نیز می گویند زیرا در این کوره ها غلتک هایی وجود دارند که بیسکوییت ها بر روی آنها قرار گرفته و به درون کوره حرکت می کنند. این رولر های دیرگداز از جنس آلومینا می باشد تا شوک پذیرایی بالایی داشته باشند.
رولر های ورودی نیز از جنس فلز با روکش لاستیکی می باشند، کاشی ها ردیف به ردیف وارد کوره می شوند. سیکل پخت بیسکوییت 30 دقیقه و سیکل پخت لعاب 35 دقیقه می باشد.

انگوب زنی و اعمال لعاب
مرحله بعدی اعمال انگوب و سپس لعاب بر روی بیسکوییت هاست.
انگوب
انگوب پوششی است که به منظور پوشاندن رنگ سطح بدنه قبل از اعمال لعلب روی آن اعمال می شود.این عمل هنگامی صورت می پذیرد که بدنه تا حدودی آب خود را از دست داده ولی هنوز به طور کامل خشک نگردیده است. انقباض تر بخ خشک انگوب ها و نیز درجه حرارت پخت انگوب بایستی بین بدنه و لعاب باشد.انگوب زیر کاشی نیز معمولا شامل 70% ترکیب بدنه 30 % کائولین است و بوسیله رولر های خاصی اعمال می شود. انگوب دیرگذازتر از بدنه است و از تماس مستقیم کاشی با رولر ها جلوگیری می کند تا زود آلوده نشود. در مورد انقباض تر به خشک انگوب، بهترین وضعیت هنگامی است که انقباض انگوب به مقدار بسیار کمی کمتر انقباض بدنه باشد زیرا انگوب هنگامی مورد استفاده قرار می گیرد که بدنه تا حدی خشک گردیده باشد.
دلایل استفاده از انگوب
- پوشاندن رنگ بدنه
- تطابق بیشتر ضریب انبساط حرارتی بدنه و لعاب
- جلوگیری از بروز عیوب (pin hole) و جوش در لعاب که از واکنش های مزاحم حاصل می شود
- تنظیم کننده آب جذب بدنه کاشی
- افزایش چسبندگی لعاب خام به بدنه
- اصلاح کننده تاب حاصل از برهم کنش لعاب و بدنه بویژه در تکنیک دو پخت سریع
لعاب
لعاب لایه شیشه ای نازکی است که سطوح بدنه سرامیکی را پوشانده و به وسیله ذوب مواد معدنی در سطح بدنه به وجود می آید.لعاب همیشه در دمای کمتری نسبت به بدنه های سرامیکی به حالت خمیری و مذاب در می آید یعنی نطقه خمیری کمتری دارند.
در تولید کاشی های کف و دیوار هدف از پوشاندن سطح بیسکوییت ها به وسیله لعاب به طور عمده زیبا نمودن فراورده ها، افزایش مقاومت شیمیایی و مکانیکی آنها، غیر قابل نفوذ نمودن بدنه های متخلل و بهداشتی نمودن سطوح فراورده ها می باشد.لعاب کاری موجب افزایش تراکم، سختی صیقلی و رنگی بودن آن می گردد و آن را در مقابل عوامل شیمیایی مستحکم و پایدار می سازد.
لعاب اجسام سرامیکی را لز نظر نفوذ مایعات و گاز ها به داخل بافت و همچنین تراکم بهینه می سازد و در نتیجه از خوردگی و عوامل نامساعد دیگر می کاهد.
روش های متداول تولید لعاب سرامیکی و کاشی:
- تولید بوسیله کوره های دوار (Batch)
- تولید لعاب بوسیله کوره های کانتینیوس (Continous)
کوره دوار
- بدنه کوره که شامل استوانه از جنس فلز و در دو طرف آن دو مخروط بصورت افقی قرار دارد.
- مشعل که سوخت را شعلع ور و به داخل فضای کوره می فرستد.
- فن که هوا را برای اشتعال سوخت در کوره تامین می کند.
- غلطک ها که کوره در روی آن ها به صورت دورانی حرکت می کند.
- موتور الکتریکی که نیروی لازم را برای چرخش کوره فراهم می کند.
- ئریچه های شارژ و تخلیه کوره
- پایه های کوره
- اگزوز
کوره کانتینیوس
این روش برای ذوب از کوره های ثابت استفاده می شود. مواد پس از میکس شدن و فرموله شدن با فشار اسکرو وارد کوره و شارژ می شود، داخل کوره به شکل مستطیل می باشد که داخل آن مقاومت حرارتی بسیار بالا است و توسط تعدادی مشعل که در دو طرف وجود دارد مواد کم کم ذوب و از طرف دیگر خارج می گردد و در هنگام خروج مواد مذاب وارد آب سرد شده و توسط نوار ویبره از حوضچه خارج و داخل کیسه ها ریخته می شود.
پخت و تستر
پس از لعاب کاری و برای تثبیت آن کاشی و سرامیک را پخت می نمایند و این کار باعث می شود که در سطح کاشی ولعاب ذوب شده و به صورت شفاف در این عمل در کوره انجام می گیرد. کوره پخت لعاب این عمل را انجام می دهد دمای کوره لعاب از دمای کوره بیسکوییت کمتر است از 1000 تا 1040 درجه و حدود 5 الی 35 دقیقه زمان لازم است تا کاشی از کوره خارج شود.
مشخصات کوره همانند پخت بیسکوییت می باشد و تنها تفوت در درجه حرارت و زمان پخت می باشد.
بعد از کوره تستر های کاشی بلافاصله بعد از خروج از کوره تحت تست استحکام (خمش، تاب آوری) قرار می گیرد. در تست استحکام، چرخ یک فشار معین به کاشی وارد می کند در صورتیکه کاشی ترک یا مک وجود داشته باشدکاشی شکسته و از خط خارج می شود.
پس از این مرحله کاشی ها به قسمت درجه بندی حرکت می کنند. در طول مسیر دستگاهی به نام ذخیره ساز یا بافر وجود دارد که اگر در بخش بسته بندی یا درجه بندی صورت گیرد کاشی ها به وسیله بافر ذخیره سازی می شود.

درجه بندی و سورتینگ
درجه بندی
در هنگام پخت ممکن است اشکالات و عیوب زیادی برای لعاب پیش آید نیاز است که کاشی ها قبل از بسته بندی از نظر کیفیت ظاهری درجه بندی شوند.کلا کاشی ها بر اساس ظاهر سطح، تاب آوری و سایز درجه بندی می شوند. این عمل توسط اپراتور ها بر اساس عیوب وجود در کاشی مانند (لب پریدگی، ترک، رنگ، کیفیت چاپ، لعاب برگشتی، جوش و...) درجه بندی می کنند. اپراتور درجه کاشی ها را با دست و یا به وسیله ماژیک در جه بندی می کند. در خط تولید معمولات کاشی ها به 5 درجه تقسیم ندی می شوند که درجه های 1،2،3 آن قابل عرضه در بازار می باشند و 4و 5 آن استوک و از رده خارج می باشند.
دسته بندی
بعد از این قسمت کاشی به بخش سورتینگ منتقل می شود، دراین بخش دو عدد سنسور مادون قرمز علامت روی کاشی را می خواند و آنها را به سمت استیکر ها هدایت می کند. در این بخش تعدادی استیکر وجود دارد که کاشی ها با درجه بندی مختلف را از هم تفکیک می نماید کاشی های هم علامت به وسیله استیکر ها مرتب و بر روی هم قرار می گیرند. تعداد کاشی هایی برروی هم قرار می گیرند بر اساس متراژ تعیین می شود و سعی بر این است که هر دسته کاشی به اندازه یک متر مربع است. در خط ساحل که اندازه کاشی ها در ابعاد 40 * 25 است، کاشی ها را به صورت 10 تایی روی هم چیده و به قسمت بسته بندی هدایت می شوند.
بسته بندی
در این قسمت کاشی های جداشده برای کارتن شدن منتقل می شود. در دستگاه بسته بندی کاشی ها توسط چند بازو به صورت مرتب و در یک ردیف قرار می گیرند سپس کارته ها به دسیکه مکش باد به داخل دستگاه ورودی وارد می شوند و دور کاشی ها قرار داده شده و چسب زده می شوند. کارتن ها بعد از دستگاه شیرینگ برداشته شده و هرکارتن براساس درجه خورده شده روی یک پالت قرار می گیرند و با دستگاه روتاری دور تا دور آن نایلون پیچیده می شود. پالت ها توسط لیفتراک ها به قسمت انبار ارسال و برای توزیع آماده می گردند.

تجهیزات مورد استفاده در کارخانه کاشی
- سیستم توزین
- بالمیل دوغاب
- نوار نقاله
- همزن
- خشک کن دوغاب
- سیلو ها
- تغذیه پرس زاکمی
- پمپ
- پرس
- خشک کن عمودی
- الک های ویبره
- تجهیزات LB
- خشک کن افقی
- مخازن تخلیه لعاب
- مخازن خط لعاب
- دستگاه غبارگیر
- خط لعاب
- دستگاه جابجایی رولرباکس
- کوره
- تخلیه و بارگیری
- دستگاه چاپ روتر کالر
- باکس رولری
- خط پولیش
- پولیش
- سیستم تصفیه آب پولیش
- رطوبت گیر
- خط سورت
- خط بسته بندی پالت
- دستگاه پالتایزر
- خط بسته بندی
- فیلتر روغن
- چیلر
- مشعل و دیگ
- بالمیل تهیه لعاب
- فیلتر هوا
- تجهیزات پیش خردایش
بخشی از تجهیزات خاص مورد استفاده در کارخانجات کاشی و سرامیک
- تجهیزات اسپری درایر و کوره، پرژر سوئیچ، کنترلر مشعل، کنترلر گاز مشعل، کنترلر شیر ها، دتکتور و چشمی شعله و لامپ یدکی، سروموتور و دمپر، رله و ترانس جرقه زن، فیلتر و رگولاتور گاز، کنترلر دما و فشار، ترمورگولاتور، تبخیر کننده، شیر Shut Off رگولاتور، شیر برقی و شیر گازی، ترمومتر، یون و الکترود جرقه زن
- ترموکوپل، مانومتر فشار کوره، سنگ الماس رول ساب
- تجهیزات آماده سازی مواد و لعابسازی و آزمایشگاهی شامل: الک ویبره و سرند، پمپ های دیافراگمی و پیستونی، موتور ویبراتور
- پمپ فلوجت و سوپاپ و دیافراگم یدکی، پولکی اسپری و نازل های اسپیرال و حلزونی، انواع نازل های فیسکاتیو
- انواع رولر مگنت و سپراتور ها. تیغه روتو کالر
- پوزیشنر Positioner و شیر پروانه ای. سنسور های فشار و دما و جریان دبی
- دانسیمتر، فلومتر، ویسکوزیمتر، شیکر مغناطیسی
- سنسور اندازه گیری رطوبت Online گرانول و پودر با قابلیت نصب روی نوار نقاله و دریچه فیدر سیلو ها همراه با نمایشگر گرافیکی. رطوبت سنج و ترمومتر پرتابل
- یو پی اس UPS صنعتی ایتالیائی توان بالای Online جهت وضعیت اضطراری کوره اسپری درایر با کمترین زمان توقف خط
- سنسور سطح و لول متر
- لوازم دستگاه چسب گرم بسته بندی شامل : شلنگ، پمپ، فیلتر برنجی و غیره
- پمپ های پیستونی و دیافراگمی
- دوربین لیزری (چشمی) طول کوره و مانومتر دیجیتالی
- شیر های هیدرولیک پرس با گارانتی
- کارت های hpc و پردازنده Xsub چاپ دیجیتال
- کارت های پرس و کوره و بسته بندی
- کنترلر های دما و کوره و درایر
- انواع اینورتر
- تجهیزات پنوماتیک (سیلندر، شیر، پمپ، جک و ...)
- استپ موتور های نوافیما Nuovafima و PowerPac و درایو های بسته بندی