روانکاری بیرینگ
در تجهیزات دوار بیرینگ ها نقشی اساسی داشته و جهت کارکرد مطلوب و با کارایی بالا بیرینگ ها، روانکاری باید به صورت مناسب انجام گردد تا از تماس مستقیم سطح به سطخ فلز و قطعات و همچنین از خورندگی و زنگ زدگی جلوگیری گردد. برای انتخاب نوع روانکار (روغن یا گریس) عوامل زیادی مانند سرعت کارکرد و دما خیلی مهم می باشد.
روانکاری بیرینگ
در تجهیزات دوار بیرینگ ها نقشی اساسی داشته و جهت کارکرد مطلوب و با کارایی بالای بیرینگ ها، روانکاری باید به صورت مناسب انجام گردد تا از تماس مستقیم سطح به سطخ فلز و قطعات و همچنین از خورندگی و زنگ زدگی جلوگیری گردد. برای انتخاب نوع روانکار (روغن یا گریس) عوامل زیادی مانند سرعت کارکرد و دما خیلی مهم می باشد. با توجه به شرایط کاری بیرینگ انواع گریس و روغن موجود می باشد.
گریس کاری (Grease Lubrication)
در شرایط کاری عادی بیرینگ گریس کاری دارای کاربرد و اهمیت زیادی است. از مزیت های گریس کاری بیرینگ ها به روغن کاری بیرینگ می توان به موارد زیر اشاره نمود:
- چسبندگی بهتر به بیرینگ
- عدم چکه کردن به خصوص در مواقعی که شفت حالت عمودی قرار دارد.
- عملکردی مشابه کاسه نمد در مقابل ورود بعضی مواد زائد و رطوبت به داخل بیرینگ
- گریس زیاد موجب بالا رفتن سریع دما بخصوص در سرعت های بالا می شود.
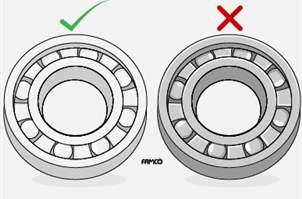
- معمولاً %30-50 فضای داخل محفظه برینگ با گریس پر شده تا فضای آزاد کافی جهت انتقال گرما از برینگ به محیط اطراف از طریق گریس امکان پذیر شود.
- فقط در سرعت های خیلی کم و خطر خوردگی زیاد توصیه میشود کل محفظه بیرینگ با گریس پر شود.
گریس ها در واقع از ترکیب روغن های طبیعی یا سنتزی با یک غلیظ کننده (صابون های فلزی) تولید می گردند. گریس ها به صورت نیمه مایع تا حالت جامد بوده و سفتی گریس هم به میزان غلیظ کننده بستگی دارد.
در انتخاب نوع گریس به پارامتر های زیر توجه فرمایید:
- نظیر ویسکوزیته روغن پایه
- درجه سفتی
- دمای کارکرد
- خاصیت ضد خوردگی
ویسکوزیته روغن پایه
ویسکوزیته به مقاومت سیال (روانکار) در مقابل جاری شدن اطلاق میشود.
اهمیت ویسکوزیته روغن پایه (90-85% وزن گریس را تشکیل میدهد) برای دارا بودن قدرت لازم جهت نگهداشتن اجزاء برینگ از تماس مستقیم با یکدیگر مد نظر می باشد.
سفتی گریس
درجه سفتی گریس ها طبق شاخص تعیین شده از سوی NLGI (انجمن ملی روانکاری با گریس) تعیین شده است. درجه سختی گریس ها 1، 2 و 3 است که بر روی قوطی آن قید می شود.
گریس های مورد استفاده در روانکاری برینگ ها بر حسب شرایط دمای کارکرد برینگ به چهار دسته به شرح ذیل تقسیم می شوند.
| Application temperature | Grease type | .No |
| 50ºC- و کمتر از آن | Low Temperature Grease | LT |
| 30ºC ≈ 110ºC- | Medium Temperature Grease | MT |
| 150ºC+ و بالاتر از آن | High Temperature Grease | HT |
| 50ºC ≈ 150ºC- | Low and High Temperature Grease | LHT |
گریس کاری مجدد بیرینگ
در صورتیکه عمر گریس در داخل یک بیرینگ از عمر خود برینگ کمتر باشد باید در فواصل معین، گریس مستهلک شده را جایگزین نمود. فواصل زمانی این کار بستگی به پارامتر هایی نظیر نوع و اندازه برینگ، سرعت دورانی، دما و نوع گریس دارد.

تعویض گریس
در پایان چند بار اضافه کردن گریس (معمولاً سه بار) گریس اولیه باید به کلی از داخل برینگ پاک شده و گریس نوع کاملاً جایگزین شود. مقدار گریس به اندازهای است که تمامی فضای داخل برینگ و %50-30 درصد فضای خالی داخل محفظه را پر می کند.

روغن کاری بیرینگ
استفاده از روغن به عنوان روانکار در مواردی است که بعلت سرعت و دمای بالا، گریس قادر به عملکرد مناسب نباشد و یا مکانیزم قطعات مجاور برینگ، قطعاتی نظیر چرخ دنده باشد که به خاطر مسائل سرعت و اصطکاک ملزم به استفاده از روغن باشیم.