
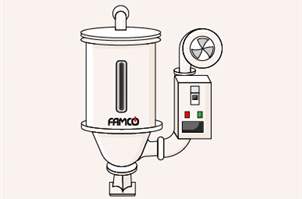
روش رساندن مواد به ماشین های تزریق یکی دیگر از عوامل موثر تولید قطعه مرغوب و اقتصادی، مستلزم دقت و توجه کافی است. چنانچه مواد پلاستیک مصرفی سالم و خالص نباشند و احیانا ذره و مواد خارجی یا پلاستیک از نوع و رنگ در آن، مخلوط و داخل قیف شود و در تولید قطعه اشکالات مختلفی به وجود می آید.
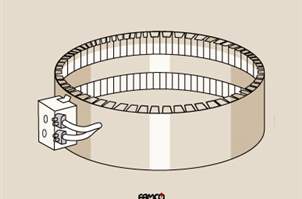
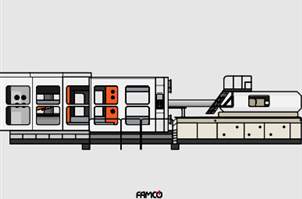
رایج ترین روش گرم کردن سیلندر تزریق، استفاده از گرمکن برقی است که دور سیلندر نصب می شود و حرارت را به پوسته سیلندر منتقل و مواد داخل آن را تا درجه لازم و معین گرم و ذوب می کند.
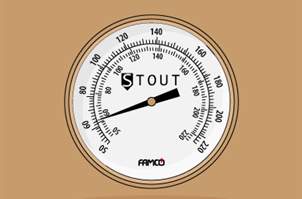
حرارت سنج دستگاه کوچکی است برای اندازه گیری و تنظیم و تعیین درجه حرارت که در تابلو برق ماشین تزریقی نصب می شود.
انواع فشار تزریق دستگاه تزریق پلاستیک فشار اول، فشار دوم، فشار سوم
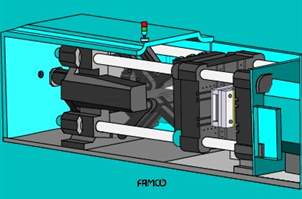
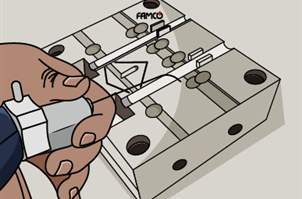
قسمت قالب گیر از سه صفحه بزرگ ضخیم تشکیل شده که چهار ستون از چهار گوشه صفحه عبور و آنها را مهار کرده اند. در صفحه ای که در دو انتهای ستون ها قرار دارند ثابت می باشند و صفحه وسط متحرک است.
دستگاههای تزریق پلاستیک هیدرولیکی در سالهای آخر دهه 30 میلادی برای اولین بار روانه بازار گردید. در این سیستم فشار پشت قالب فقط به وسیله روغن ایجاد می شود و سیلندر هیدرولیکی فشار را تحمل می کند. البته مقدار زیادی روغن و پمپ بسیار قوی لازم است که قادر به انتقال سریع این مقدار روغن از مخزن به داخل سیلندر باشد.
نیمهی پشتی قالب، نیمهی پَران نامیده می شود.
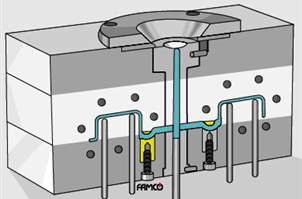
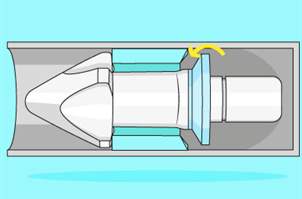
کلمه راگا در اصطلاح به راه تزریق مواد به داخل قالب یا کانالی که مواد مذاب با عبور سریع به قطعه می رسد یا واسطه بین قطعه و کانال تزریق می باشد.

خنک کردن و در حقیقت تنظیم حرارت قالب و یکنواخت نگهداشتن آن یکی دیگر از عوامل مهم مرغوبیت تولید است.
روش های متداول جهت پولیش و پرداخت و پست پروسس قالب های تزریق پلاستیک
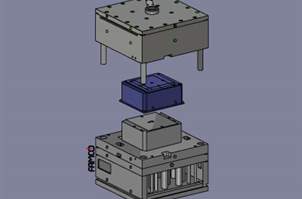
در واقع یک قالب مانند تصویر نگاتیو یک عکس بوده که هندسه منحنی های قالب به طور مستقیم بر روی شکل قطعه تزریق پلاستیک شده تاثیر می گذارد.

منبع تحت فشار با نام های دیگری اعم از مخزن دیافراگمی یا منبع تحت فشار نیز شناخته می شود. چگونه باید این محصول را انتخاب نماییم؟ در زمان استفاده از این محصول چه نکاتی حیاتی می باشند؟
ماینر دستگاهی است برای استخراج بیت کوین که همان ارز دیجیتال است و توسط شرکت هایی چون BITMAIN که پیشتاز این نوع صنعت گردیده، تولید می شود.
اگر شما هم از افرادی هستید که قصد خرید کولر گازی را دارید اما با سوالاتی همچون اینکه کدام برند های کولر گازی اورجینال بوده، برای ابعاد محیط مورد نظر چه نوع و چه ظرفیتی از کولر گازی مناسب است و مراکز معتبر جهت خرید کولر گاز کدام است؟ مواجه هستید، مطالعه این مطلب برای شما مفید خواهد بود زیرا توصیه می شود در اولین گام به مطالعه مطالب ارائه شده در این زمینه پرداخته و در گام نهایی پس از دریافت مشاوره از کارشناسان این حوزه اقدام به خرید کولر گازی نمایید.

پرلیت یک نوع سنگ آتش فشانی از نوع سیلیکات بوده که به علت منجمد شدن گدازه های آتش فشانی مقداری آب (2 تا 5 درصد) در آن ذخیره می شود که توسط حرارت بین 400 تا 1300 درجه سانتی گراد آب موجود در داخل آن خارج شده و این عمل باعث می شود تا ماده خاکستری داخل آن تغییر رنگ داده و ماده ای سفید رنگ به نام پرلیت ایجاد گردد.

با مدیریت صحیح می توان از یک ژنراتور کوچک برای انجام هر کار بزرگی استفاده کرد. زیرا هرگز تمامی ابزارآلات و مصرف کننده های برقی در یک زمان کار نمی کنند. قبل از انتخاب دیزل ژنراتور، مشخص کردن نوع کاربرد آن الزامی است. برای این کار باید پیش از انتخاب، لیستی از موارد و اقلامی که به دیزل ژنراتور و برق تولیدی از مولد برق نیاز دارند، تهیه شود.
محصولات قابل تولید با دستگاه تزریق پلاستیک صنعت رنگ، صنایع ارتباطی، صنایع هوایی، صنعت راهسازی و شهرسازی، صنعت ساختمان، لوازم تزئینی، صنعت باغبانی و کشاورزی، صنعت خودرو و ...